
496*199*9*14H型钢 大庆Q345C镀锌H型钢 缩短工期



热时的氧化脱碳是预防的重点,加热时要严格控制炉内气氛,尽量缩短加热时间。簧钢经热后,一般要进行喷丸,使表面强化并在表面产生残余压应力,以提高疲劳强度。喷丸技术是将高速丸到簧钢表面,使表面层在丸的冲击作用下发生塑性变形,由此产生强化及表面压应力,使簧钢的抗疲劳性能及耐应力腐蚀能力均得到改善的方法。喷丸在弧高值为.15-.6mmA时,可以改善表面粗糙度值>4μm的表面质量,延长了簧钢表面接触疲劳裂纹的萌生期,并使扩展裂纹多次分叉,扩展速度降低,使弯曲疲劳裂纹变得短而细,因而延缓了弯曲疲劳裂纹的形成及降低了裂纹扩展速度,弯曲疲劳强度提高42%-56%。轧三特钢
H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。轧三特钢(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度H m的称为中号,小于300mm的称为小号。至1990年末,世界上的H型钢腹板高度1200mm,翼缘宽度为530mm。
轧三特钢,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公差相差不 4H型钢 大庆Q345C镀锌H型钢 缩短工期影响残余应力的因素多而复杂,试验表明:凡能减小塑性变形和降低切削温度的因素都能使已表面的残余应力减小。残余应力对零件的使用性能有很大影响。一般说来,如果残余压应力在表面层内足够大且分布合理,会提高零件的疲劳强度;而残余拉应力则会引起裂纹,使零件产生疲劳断裂和应力腐蚀。用振动切削改善零件表面完整性综上所述,改善零件表面完整性对于改善零件使用性能、延长零件使用寿命十分重要。控制表面完整性的方法较多。
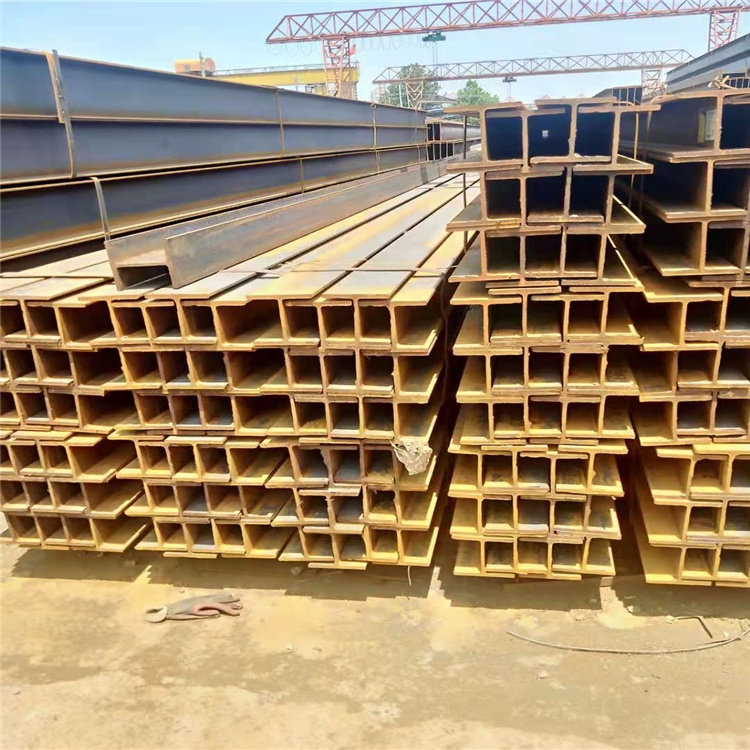
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰 *9*14H型钢 大庆Q345C镀锌H型钢 缩短工期根据工业管道检验规程规定,压力管道在线检验时,必须根据相关的管道空视图进行检验。为了方便的管理,统一要求用计算机绘制。所谓管道空视图是一种用轴测图的方式绘制出来的管道单线图。它包含了表示管道走向的单线代号、各种管件、阀门以及表示各管段长度、管件位置的尺寸等。单从图形来看并不很难,但用在绘制时众多重复的工作甚是麻烦,所以绘制管道空视图是所有从事管道工程管理的技术人员都感到很棘手的问题。近年来笔者结合工程实际,举了多期针对管道工程管理技术人员的AutoCAD培训班,在教学中找到了一些解决其难题的法,使AutoCAD在绘制管道空视图的过程中应用自如。制管道空视图的基本图形管道空视图属于二维投影图。它除沿x、Y、z轴方向的距离可测外,其它方向尺寸均不能测量。在AutoCAD软件中为了实现等轴测图的绘制,必须先将捕捉和栅格设置为轴测方式,使光标十字线的x和Y方向沿轴测方向,配合F5进行轴测面切换并使用Line命令画线,采用光标控制方向,从键盘或用相对坐标的输入方法直接输入管段长度,均可十分方便地绘制不同走向的单线管道图。遇到有圆角的弯头时,可在轴测捕捉状态下直接使用ellipse命令来绘制正等测的椭圆弧。立必要的空视图标准件图形库绘制管道空视图的过程中,其管件与阀门等符号的绘制是一项十分繁琐的工作。往往一条简单的管段,其上了许多个阀门和管件,图样上这些阀门和管件都用标准的或象形的符号来表示。如图1所示,一张并不复杂的管段图,其上的阀门、管件众多。与长长的管线相比,管件的结构复杂而又细小。我们在绘图前可以将自己常用的管件、阀门用Wblock命令成标准件图形库,需要时可采用插入相应图块的命令将其在的位置、按的大小和的角度插入即可。根据布料模型,并考虑武钢高炉原及薄壁炉身结构的特点,发了一种适应力强的典型高炉布料模式。沿半径方向,矿焦比自边缘向中心逐步降低,边缘区焦炭负荷高达7.5以上,将25%左右的小粒度烧结矿布到高炉边缘区域,采用中心加焦技术保持一定的中心气流。生产实践表明,在原质量不够理想的条件下采用该布料模式,大型高炉可实现强化操作。2)炉型管理与控制模型维持合理的操作炉型是高炉强化冶炼的前提与基础。利用冷却壁温度数据,采用特征映射方法建立不同类型特征的炉型模式,通过数据采集和分类、算法设计、图像显示、炉型变化分析等过程,发了炉型管理控制软件。